![محاسبهگر سرعت و فرو رفتن CNC چوب [راهنما + نکات آسان]](https://cncstok.com/wp-content/uploads/2025/11/cnc-router-for-wood-900x450.webp)
محاسبهگر سرعت و فرو رفتن CNC چوب [راهنما + نکات آسان]
برش انواع چوب با سی ان سی
محاسبهگر سرعت و فرو رفتن CNC چوب [راهنما + نکات آسان]
هنگام محاسبه فرو رفتن و سرعت چوب، ما معمولاً به 4 خانواده مختلف نگاه میکنیم. میتوانید آنها را در منوی مواد ماشین حساب فرو رفتن و سرعت چوب G-Wizard ما مشاهده کنید:
![منوی کشویی با گزینههای جنس فولاد، تیتانیوم، موم، چوب سخت، امدیاف و چوب نرم. محاسبهگر سرعت و فرو رفتن CNC چوب [راهنما + نکات آسان]](https://www.cnccookbook.com/wp-content/uploads/2017/08/WoodTypes.png)
فقط ۴ نوع چوب؟ چرا بیشتر نه؟
برای دسترسی به تنوع کامل چوبهای هر خانواده، از دکمهی «بیشتر…» در G-Wizard استفاده کنید.
مردم تعجب میکنند که چرا دستهبندیهای بیشتری نداریم.
پاسخ کوتاه این است که صدها زیرشاخه مربوط به گونههای چوبی مختلف از طریق دکمه «بیشتر» قابل دسترسی هستند. در صورت نیاز به تنظیم دقیق برای حداکثر عملکرد، از آنها استفاده کنید.
اما، برای کارهای اولیهی خشنکاری، همچنین توجه داشته باشید که میتوانید فقط با زیرشاخههای اصلی کارهای زیادی انجام دهید. این به دلیل اندازهی «نقطهی بهینه» است که فرو رفتن و سرعت را به نتایج خوب در یک ماده مرتبط میکند، همراه با سختی نسبی چوب (یا سایر مواد) در مقابل برشدهندهها (HSS یا کاربید).
نقطه بهینه تعیین میکند که چگونه رابطه بین سرعت (سرعت اسپیندل بر دقیقه) و نرخ پیشروی باید برای نتایج برش خوب با هم هماهنگ شوند. یک نقطه بهینه معمولی به صورت شماتیک به این شکل است:
![نموداری با عنوان «نقاط مطلوب» که نرخهای پیشروی و سرعتهای اسپیندل بهینه را برای عملیات ماشینکاری نشان میدهد. محاسبهگر سرعت و فرو رفتن CNC چوب [راهنما + نکات آسان]](https://www.cnccookbook.com/wp-content/uploads/2017/08/SweetSpots-1.jpg)
نواحی سبز نشاندهنده تطابق ایدهآل نقطه بهینه برای یک ماده و شرایط برش هستند. شما میتوانید MRR (نرخ حذف مواد) ، پرداخت سطح و تا حدی ترکیبی از هر سه را بهینه کنید. رنگ قرمز نشاندهنده مناطق خطرناک است.
لازم به ذکر است که دویدن خیلی آهسته (به دلیل اصطکاک) میتواند به همان اندازه دویدن خیلی سریع دردسرساز شود.
![یک میز سفید با صفحه کلید، ماوس، فنجان قهوه، نوشتهی «رایگان» و یک دکمهی سبز که روی آن نوشته شده «آن را به من بده!». محاسبهگر سرعت و فرو رفتن CNC چوب [راهنما + نکات آسان]](https://www.cnccookbook.com/wp-content/uploads/2018/04/FreebieCNCRouterFeedsSpeedsCalculator.jpg)
ابزارها معمولاً به چند دلیل اصلی از کار میافتند:
– آنها خیلی داغ میشوند که باعث نرم شدن ابزار و در نتیجه کند شدن لبه میشود. ابزارها حداکثر سرعت مشخصی دارند که به آن « سرعت سطحی » میگویند و تعیین میکند که با چه سرعتی میتوانند روی یک ماده مشخص حرکت کنند. حرکت خیلی آهسته نسبت به پیشروی نیز به دلیل سایش، گرمای زیادی تولید میکند. این امر به تدریج ابزار را از بین میبرد، اگرچه اگر ابزار به اندازه کافی داغ باشد، این تخریب تدریجی میتواند در عرض چند دقیقه اتفاق بیفتد.
– ابزارها میتوانند بشکنند زیرا شیارها خیلی پر میشوند، برادهها جایی برای رفتن ندارند و ابزار گیر میکند و میشکند. این اتفاق ناگهان ابزار را خراب میکند و بیشتر همان چیزی است که مبتدیان میبینند.
- انحراف یا انحراف بیش از حد ابزار میتواند منجر به سایش شود که در نهایت ابزار را خواهد شکست.
عوامل بسیار دیگری نیز میتوانند عمر ابزار را کاهش دهند – لبههای لبپریده در برخی مواد، موادی مانند فولاد ضد زنگ که میتوانند “سخت شوند” و ناگهان در طول فرآیند برش بسیار سختتر شوند، و برخی مواد مانند آلومینیوم در صورت عدم استفاده از روانکننده یا پوششهای مناسب ابزار، سعی میکنند خود را به لبه برش جوش دهند. اما، گرمای بیش از حد و بارگذاری براده دو دشمن اصلی عمر ابزار هستند که مستقیماً به تغذیه و سرعت مربوط میشوند.
شما میتوانید همه این موارد و موارد بسیار بیشتری را از آموزش رایگان فید و سرعت ما بیاموزید ، اما فعلاً بیایید با این ایده از نقطه بهینه باقی بمانیم. به طور کلی، نقاط بهینه برای چوبها بسیار بزرگتر از فلزات هستند. برای فولادهای سختتر و مواد دشوار مانند تیتانیوم، نقطه بهینه در واقع بسیار کوچک میشود. تصور کنید اعداد واقعی در نمودار نقطه بهینه ما وجود دارد. «اندازه» نقطه بهینه به این اشاره دارد که طیف وسیعی از اعداد چقدر ایمن هستند.
چه چیزی «اندازه» یک نقطه شیرین را تعیین میکند؟
بخش زیادی از این موضوع به تفاوت نسبی سختی بین ماده و ابزار برش بستگی دارد. حتی کاربید هم خیلی سختتر از فولاد سختشده نیست، در حالی که به طور خارقالعادهای از سختترین چوبها هم سختتر است. برای مثال، سختی برینل چوب بلوط قرمز حدود ۳.۷ است. فولاد نرم ۱۲۰، فولاد سختشده ۹۰۰ و کاربید تنگستن ۴۰۰۰ است!
مشخص شد که ویژگیهایی که بر سرعت و میزان پیشروی چوب در دستگاه برش CNC تأثیر میگذارند ، با سختی چوب متفاوت هستند. برای مثال، این ویژگیها به رفتار شیره چوب نسبت به خاک اره و نحوه ساخت تراشهها مربوط میشوند.
پلاستیکها، به طور مشابه، میتوانند رفتار متفاوتی داشته باشند – پلاستیکهای سخت به عنوان یک نام کمی بیمسما هستند (اگرچه در کاتالوگهای ابزار، استاندارد صنعتی است). این به ویژگیهای خرد شدن پلاستیک اشاره دارد. پلاستیک سخت به گرد و غبار تبدیل میشود – خرد میشود. پلاستیکهای نرم اجازه میدهند یک تراشه تمیز و زیبا بریده شود، تقریباً مانند اینکه پنیر را با چاقو برش میدهید.
البته، همین امر در مورد چوبها نیز صادق است. چوب «سخت» در مقابل چوب «نرم» بیشتر به دانههای چوب مربوط میشود تا سختی واقعی آن. بالسا نرم به نظر میرسد اما از نظر فنی یک چوب سخت است. دانههای چوب سخت دارای یک پوشش – پوسته یا میوه – هستند، در حالی که چوب نرم اینگونه نیست.
یکی دیگر از عوامل مؤثر بر همه اینها مربوط به فرآیند تولید مواد است. در مورد موادی مانند MDF و تخته سه لا، تولید آنها میتواند منجر به ایجاد ذرات ساینده در لایهها شود و این ذرات در پیشروی و سرعت، بیش از خود چوب اهمیت دارند.
به همین دلیل است که بسیاری از روترهای cnc با وجود اینکه چوب نسبتاً نرم است، ابزار کاربیدی را ترجیح میدهند. HSS به خوبی در برابر این نوع دانهبندی مقاومت نمیکند.
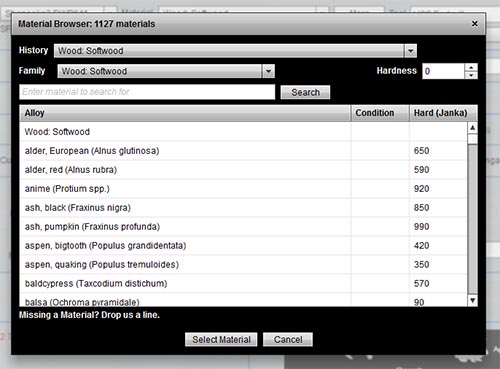
با تمام این گفتهها، هنوز هم تفاوتهایی در سختی چوبهای مختلف وجود دارد و یک مقیاس استاندارد به نام مقیاس «جانکا» وجود دارد که برای ارزیابی سختی نسبی چوبهای مختلف استفاده میشود.
فیدها و سرعتهای من را بهبود بخشید




نکات و تکنیکهای برش چوب با دستگاه سی ان سی
ماشین حساب تغذیه و سرعت چوب
برای کاربردهای برش دستگاه CNC چوب ، یک محاسبهگر خوب فرو رفتن و سرعت به ویژگیهای زیر نیاز دارد:
- یک پایگاه داده دقیق چوب برای تنظیم دقیق فرو رفتن و سرعت بر اساس گونه چوب.
- پشتیبانی از متههای مخصوص روتر cnc که توسط روترهای cnc استفاده میشوند مانند فرز انتهایی، فرز فشاری و فرز شیار مستقیم.
- اگر یک روتر cnc برای مصارف سرگرمی دارید، به اندازه یک دستگاه cnc تجاری محکم و سفت نیست. سرعت و سرعت برش باید تنظیم شود.
- پشتیبانی برای کمک به شما در محدود کردن سرعت و میزان تغذیه تا حدی که قطعات از روی میز جاروبرقی شما پرتاب نشوند.
ماشین حساب G-Wizard ما اولین ماشین حساب سرعت و تغذیه در جهان است که به طور خاص برای استفاده در روترهای CNC طراحی شده است و همه این کارها و حتی بیشتر از آن را انجام میدهد.
پایگاه داده مواد G-Wizard صدها گونه چوب را در خود جای داده است…
نمودار سرعت و پیشروی CNC چوب
دسترسی به یک ماشین حساب خوب برای سرعت و تغذیه در Wood شما را سالها از نمودارها جلوتر میبرد، اما اگر ماشین حساب ندارید، میتوانید از این نمودار سرعت و تغذیه CNC به عنوان نقطه شروع استفاده کنید.
سرعت سطح یا SFM برای چوب (سرعت برش چوب)
با فرز انگشتی کاربیدی، مقادیر معمول SFM برای چوب ممکن است به صورت زیر باشد:
- چوب سخت: ۱۵۰۰ فوت مکعب در دقیقه
- چوب نرم: ۱۵۰۰ فوت مکعب در دقیقه
- ام دی اف: ۱۵۰۰ فوت مکعب در دقیقه
- تخته سه لا: 1500 فوت مکعب در دقیقه
نرخ تغذیه CNC برای چوب
محاسبه فرو رفتن و نرخ فرو رفتن تابعی از بار تراشه است . با استفاده از فرمولهای فرو رفتن و سرعت ، میتوانید نرخ فرو رفتن CNC برای چوب را از این بار تراشهها پیدا کنید. یا برای آسانتر شدن کار، از یک محاسبهگر فرو رفتن و سرعت چوب مانند G-Wizard ما استفاده کنید. در اینجا بارهای تراشه cnc برای دستههای مواد قطعه کار چوبی پهن آورده شده است:
- چوب سخت: 0.0145 IPT
- چوب نرم: 0.0152 IPT
- ام دی اف: 0.0131 IPT
- تخته سه لا: 0.0143 IPT
توجه داشته باشید، این اعداد معمول برای یک فرز انگشتی کاربیدی با قطر ۱/۲ اینچ است که یک شیار با عرض کامل را تا عمق ۱/۴ اینچ برش میدهد. تغییر هر یک از این متغیرها بر نرخ تغذیه CNC برای چوب تأثیر میگذارد. از یک محاسبهگر تغذیه و سرعت استفاده کنید تا تنظیمات را به طور خودکار با تغییر متغیرها انجام دهید.
برشهای کاربیدی یا HSS؟
در بیشتر موارد، شما باید متههای روتر cnc کاربیدی خریداری کنید. اولاً، بسیاری از محصولات چوبی مانند تخته سه لا و MDF به دلیل نحوه تولیدشان میتوانند حاوی مقادیر قابل توجهی از دانههای بسیار ساینده باشند. این دانهها به طور قابل توجهی عمر ابزارهای HSS را کوتاه میکنند و برای مقاومت در برابر آنها به کاربید نیاز دارید. ثانیاً، سرعت اسپیندل مورد استفاده در اکثر روترهای CNC بسیار سریع است و این نیز برای کاربید مفید است زیرا دماهای بالاتر مرتبط با سرعتهای بالا را بهتر تحمل میکند. در نهایت، کاربید بسیار سفتتر از HSS است و بنابراین انحراف ابزار کمتر مشکلساز خواهد بود. در اینجا یک مقاله عالی وجود دارد: آنچه هر CNC کار باید در مورد انحراف ابزار بداند .
با استفاده از متههای مخصوص فرز، از خرد شدن سطح جلوگیری کنید
تخته سه لا و بسیاری از محصولات چوبی دیگر که با ماشین کاری CNC ساخته میشوند، اغلب دچار ترک خوردگی و پارگی میشوند. متههای مخصوص روتر CNC میتوانند این ترک خوردگی را به حداقل برسانند.
فرزهای مخصوص چوب برای کاهش احتمال خرد شدن سطح چوب (یا مواد چندلایه) موجود است:
- فرز انگشتی رو به بالا: این مدل فرز انگشتی معمولی است. شیار مارپیچی هنگام برش، برادهها را به بالا و خارج از سوراخ منتقل میکند. این نوع فرزها احتمالاً بدترین نوع از نظر خرد شدن هستند، اگرچه با تنظیم دقیق و سرعت و پیشروی کمتر، ممکن است بتوانید کمی آن را رام کنید.
- فرز انگشتی رو به پایین: در هندسه رو به پایین، مارپیچ برعکس میشود، بنابراین به جای کشیدن به بالا، به پایین فشار میدهد. این برای کاهش خرد شدن سطح بالایی عالی است، اما باید مراقب باشید که تراشهها میتوانند به جایی بروند. برش شیارهای عمیق و تنگ گاهی اوقات میتواند برای این نوع فرز مشکلساز باشد.
- فشاری: برش فشاری ترکیبی از برش رو به بالا و برش رو به پایین است. مارپیچ آن طوری تنظیم شده است که در پایین ماده به سمت بالا کشیده میشود، سپس در بالا جهت آن معکوس میشود. نام آن به این دلیل است که تراشهها را به مرکز برش فشار میدهد یا به عبارت دیگر آنها را “فشرده” میکند. برشهای فشاری میتوانند از خرد شدن هم در بالا و هم در پایین جلوگیری کنند، بنابراین برای بسیاری از کاربردهایی که در آنها یک برش برای برش کامل قطعه کار انجام میدهید، ایدهآل هستند.
- شیار مستقیم: شیارهای مستقیم پیچ و تاب ندارند. این امر احتمال خرد شدن آنها را کاهش میدهد و همچنین باعث میشود برشها ارزانتر باشند. با این حال، عملکرد آنها از نظر سرعت و پیشروی نهایی چندان مطلوب نیست.
![مته فرز انگشتی نقرهای با پیکربندیهای برش رو به بالا و برش رو به پایین برچسبگذاری شده. محاسبهگر سرعت و فرو رفتن CNC چوب [راهنما + نکات آسان]](https://www.cnccookbook.com/wp-content/uploads/2017/08/UpCutDownCut.jpg)
نکات بیشتر در مورد خرد کردن و جدا کردن:
- هرچه چوب متخلخلتر باشد، احتمال ترک خوردن آن بیشتر است.
- برشهای آهستهتر و کمعمقتر، خرد شدن چوب را کاهش میدهد.
- برش صعودی میتواند پارگی را کمتر شبیه فرزکاری معمولی کند.
- یک سیلر مانند لاک را روی چوب اسپری کنید تا کمی بیشتر از آن پشتیبانی کند.
نکاتی برای به حداقل رساندن سوختن چوب روتر
از آن لکههای سوختگی آزاردهنده روی لبههایتان خسته شدهاید؟ در اینجا چند نکته برای کمک به شما آورده شده است:
- مطمئن شوید که سرعت و سرعت پیشروی مناسبی دارید تا تیغههایتان ساییده نشوند. سایش گرمای زیادی تولید میکند. برای انجام درست این کار به یک محاسبهگر سرعت و پیشروی نیاز دارید. ترجیحاً یکی مثل G-Wizard ما که هشدار سایش داشته باشد.
- تیغهها را تمیز نگه دارید. هرگونه گرد و غبار یا تجمع رزین، اصطکاک ایجاد میکند که میتواند منجر به گرم شدن بیش از حد قطعه کار شود.
- از کاتر تیز استفاده کنید. اگر میتوانید ناخن خود را روی لبه بکشید بدون اینکه کمی از ناخنتان تراشیده شود، کاتر شما احتمالاً کند است.
- از مسیرهای کمعمقتر استفاده کنید. حفاری با مسیرهای عمیق، مواد را به سرعت از بین میبرد، اما میتواند باعث پارگی و گرمای بیش از حد شود که منجر به سوختگی میشود.
اگر تیغه اره در حال داغ شدن است (مراقب باشید!)، و به خصوص اگر تغییر رنگی وجود دارد یا چوب در حال سوختن است، نرخ پیشروی شما نسبت به نرخ پیشروی مناسب خیلی کند است و اره در حال سایش است .
![تصویر شعاع لبه برش، شامل دو شکل با لبههای منحنی. محاسبهگر سرعت و فرو رفتن CNC چوب [راهنما + نکات آسان]](https://www.cnccookbook.com/wp-content/uploads/2017/08/CutEdgeRadius1-3.jpg)
وقتی خیلی آهسته برشدهندهها را هدایت میکنیم، هندسه باعث سایش میشود . همه چیز را گرم میکند و چوب را میسوزاند…
برش چوب با سی ان سی: روتر سی ان سی یا وی ام سی؟
آیا باور میکنید که برای بسیاری از کاربردهای برش چوب با دستگاه CNC، یک VMC (مرکز ماشینکاری عمودی) میتواند منطقیتر از یک روتر CNC باشد؟ انواع شرکتها مانند Taylor Guitars و Fender روزانه از VMC برای کارهای چوبی استفاده میکنند . جزئیات در آن لینک آمده است، اما در اینجا برخی از دلایل آن آورده شده است:
- هزینه: وقتی به دقت بالایی نیاز باشد (ساخت گیتار بسیار دقیق است)، VMC میتواند با قیمت پایینتری به دقت بالایی دست یابد.
- فضای کف: اکثر روترهای CNC برای کار با ورقهای ۴×۸ تنظیم شدهاند. این کارگاههای سفارشی، تیراژهای کمتری تولید میکنند و ورقهای تخته سهلا را ماشینکاری نمیکنند. تمایل به گنجاندن کنترل دما برای ثابت نگه داشتن چوب، به این معنی است که مساحت کف کارگاه بسیار زیاد است. فضای کمتر دستگاه به کنترل این هزینه کمک میکند.
- کنترل گرد و غبار: محفظه کامل VMC واقعاً به پایین نگه داشتن گرد و غبار در کارگاه کمک میکند.
- تعویضکننده ابزار: اگرچه آنها مطمئناً برای روترهای CNC در دسترس هستند، اما در VMCها نیز به صورت استاندارد وجود دارند. فندر برای کاربرد خود به ۲۱ ابزار نیاز دارد و ۲۰ ابزار را در تعویضکننده نگه میدارد و بیست و یکمین ابزار در فضای اختصاصی روی میز قرار میگیرد که اسپیندل میتواند در صورت نیاز آن را بردارد.
نکات میز جاروبرقی
میزهای وکیوم اغلب روش ترجیحی برای نگه داشتن قطعه کار در برش چوب با دستگاه cnc هستند و ما یک صفحه بزرگ پر از اطلاعات عالی در مورد نحوه استفاده از میزهای وکیوم داریم .
![میز جاروبرقی استیل ضد زنگ با شلنگهای آبی و سطح طرحدار مشبک. محاسبهگر سرعت و فرو رفتن CNC چوب [راهنما + نکات آسان]](https://www.cnccookbook.com/wp-content/uploads/2017/08/Vacuum_Table1-2.jpg)
بهترین چوب برای حکاکی یا روتاری CNC
این چوبها برای کندهکاری بسیار مناسب هستند:
- چوب باس: انتخاب عالی برای مبتدیان. این چوب سفید تقریباً هیچ رگهای ندارد و بسیار نرم است و این باعث میشود نوازندگی برای مبتدیان آسانتر باشد.
- آسپن: یکی دیگر از چوبهای سفید. از چوب باسوود قویتر است اما هنوز هم کاملاً نرم است.
- چوب گردوی سفید: یکی دیگر از بهترین چوبها برای حکاکی CNC. قهوهایتر از چوب باس یا صنوبر است و رگههای زیبایی دارد. شبیه گردو است اما رنگ روشنتری دارد و حکاکی روی آن آسانتر است. خیلی خوب صیقل داده میشود.
- گردوی سیاه: گرانتر از سایر چوبهای بالا، اما رنگ و بافت غنیای دارد.
- بلوط: یکی دیگر از انتخابهای محبوب برای بهترین چوب برای حکاکی CNC. این چوب قوی و محکم با رگههای بسیار مشخص است.
- ام دی اف به خوبی حکاکی میشود و میتواند یک ماده تمرینی عالی باشد.
به خاطر داشته باشید که چوبهای نرمتر تمایل بیشتری به کنده شدن دارند.
سوالات متداول (FAQ)
نرخ تغذیه برای برش چوب چقدر است؟
در اینجا چند نوع بارگذاری تراشهای معمول برای برش چوب با فرز انگشتی کاربیدی با قطر 1/2 اینچ آورده شده است:
- چوب سخت: 0.0145 IPT
- چوب نرم: 0.0152 IPT
- ام دی اف: 0.0131 IPT
- تخته سه لا: 0.0143 IPT
برای تنظیم این موارد برای برشدهندههای مختلف و گونههای چوبی خاص، به ماشین حساب G-Wizard ما مراجعه کنید.
SFM خوب برای چوب چیست؟
با فرز انگشتی کاربیدی، مقادیر معمول SFM برای چوب ۱۵۰۰ SFM خواهد بود.
بهترین سرعت برای تراش چوب چقدر است؟
قانون کلی تراش چوب این است که «از ۱۰۰۰ دور در دقیقه تجاوز نکنید.»
بهترین سرعت برش برای چوب چیست؟
با فرز انگشتی کاربیدی، مقادیر معمول SFM برای چوب ۱۵۰۰ SFM است. میتوانیم از یک فرمول ساده برای تبدیل SFM به سرعت برش بر حسب دور در دقیقه استفاده کنیم:
دور اسپیندل = SFM / محیط فرز انگشتی شما
یا
دور در دقیقه اسپیندل = SFM / (قطر ابزار * عدد پی)
خرید دستگاه سی ان سی چوب
صنعت چوب به سرعت در حال حرکت به سوی اتوماسیون و دیجیتالی شدن است. خرید دستگاه سی ان سی چوب تنها یک خرید نیست، بلکه یک حرکت استراتژیک برای آیندهسازی کسبوکار شما محسوب میشود. با مجهز کردن کارگاه به این فناوری، شما ظرفیت پذیرش پروژههای بزرگتر و پیچیدهتری را پیدا خواهید کرد و خود را به عنوان یک بازیگر پیشرو در بازار صنایع چوب تثبیت میکنید. همین امروز به سایت cncstok مراجعه کنید، طیف متنوعی از مدلهای دستگاه سی ان سی دست دوم را بررسی کنید و مدلی که با نیازهای تولیدی شما همخوانی دارد را انتخاب نمایید. آینده صنایع چوب از آن کسانی است که از امروز، هوشمندانه سرمایهگذاری میکنند.



ارسال یک پاسخ